抵抗溶接では溶接条件を決定する上で、重要なファクターになります。
溶接電源がいかに良くとも、ヘッドの選択や、調整がうまく出来ないと良い溶接をすることは出来ません。
そのことについて解説したいと思います。
溶接ヘッド選択の要素
溶接ヘッドの選択の要素について表にまとめてみました。
| 加圧力 | 加圧力は通電時のワーク間の接触抵抗を決定します。 ワークの厚さや大きさを考慮して適合する加圧力の溶接ヘッドを選ぶことが重要です。 マイクロスポットの場合は50g~1kgまで、500g~12kg、3kg~30kgなどと加圧範囲を考慮して選択することが重要です。 |
| 電極の素材 | 主にクロム銅(Cr-Cu)が使用されます。 ワークの素材によってはタングステン(W)、モリブデン(Mo)などがが使用されます。 |
| 電極とワークの接触面積 | ワークの大きさを考慮して電極棒の太さや電極の先端の形状を決定します。 先端部のメンテナンスをして、綺麗な状態を保つことが良い溶接を確保できます。 メンテナンスはサンドペーパーを使うケースが多いです。 |
| 溶接のシステム | ダイレクトスポット溶接・シリーズスポット溶接・インダイレクトスポット溶接 パラレルギャップ溶接・ヒータ電極・パルスヒートコントロールシステムなど ワークに合ったシステムを検討して、そのシステムに合った溶接ヘッドを選択することが大切です。 |
| 電極部の追従機 | 上電極の追従機能は溶接にとって重要です。 接触抵抗に電気を流して発熱しただけでは、溶接は出来ません。 発熱した瞬間に押し込むことが重要になります。 その押し込みのスピードが追従機能です。 追従性と加圧力を勘違いするケースが多く、どんどん加圧を強くして条件が出せなくなっているなんてことがよくあります。 そんなときに追従性についてよく考慮して溶接ヘッドをセッティングしてあげると良い結果が得られることがあります。 |
| 駆動方法 | 駆動方法には大きく分けて2つがあります。「足踏み式」と「エアー式」です。 足踏み式は追従機構に連動したペダルを踏み込むと追従機構部が加工する仕組みになっています。 エアー式はエアーシリンダーと連動していて、フットスイッチなどをオンすると追従機構が下降します。 |
※「スポット溶接の基本システムについて」も参考にしてください。
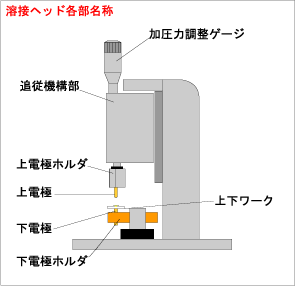
溶接ヘッド各部名称
上図の名称部について表にまとめました。
| 加圧力調整ゲージ | 加圧力の調整をします |
| 追従機構部 | 一定加圧になると通電するリミットスイッチが内蔵されている |
| 上電極ホルダ | 上部電極を取り付けるホルダ |
| 上電極 | 駆動側の電極 |
| 上下ワーク | 2個の金属。上下の電極で挟み込む |
| 下電極 | 下のワークに接触する電極 |
| 下電極ホルダ | 下部電極を取り付けるホルダ |
ここに書き込めない要素も多々あり、今後少しずつ記載していければと考えています。
特殊型の溶接ヘッドも制作可能ですので、ご相談いただければと思います。
※製品案内→溶接機後部→溶接ヘッド[MRHシリーズ] ・ 溶接ヘッド[MKシリーズ] ・ 追従機構も参照ください。